




产品列表
工程案例展示






联系我们
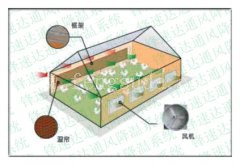
锋速达通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
企业新闻
车间负压通风降温设计_全球能源危机让风力发电成为电力“新宠”
全球能源危机让风力发电成为电力“新宠”, 趋之若鹜,其优势在于成本低廉、绿色环保且可行性强。陆、海风电场相继建造,规模迅速提升。
对于钢材料的风电设备而言,包括塔架、塔筒、风机轮毂等,运行后最大的挑战就是腐蚀,恶劣的自然环境、盐碱海水腐蚀、潮湿空气锈蚀、极端高、低温,风击浪打的应力腐蚀,生产负压风机,
并且由于风电场,都建于偏远野外,海上风电场更是难以接近,因此设备的防腐维护难上艰难且成本昂贵。“抗腐蚀”成为了风电设备最大的考验。全球领先的表面处理专家,维尔贝莱特(集团)永远站在产业和技术前沿,提出了“终身防腐”的表面处理概念,即最大可能地延长风电设备安全使用寿命,并在其预计的工作期限内最低的维护需求。
维尔贝莱特(集团)的“终身防腐”的表面处理概念主要通过2个基本步骤来实现,即抛丸预处理和喷涂防腐底漆。
第一步 - 抛丸清理
零件要取得持久且有效的防腐性能,对其表面进行彻底的预处理是第一关键步骤。以风电塔筒为例,通风降温设备生产厂,维尔贝莱特的全自动塔架抛丸设备,抛丸器被固定于1个伸长臂支架上,随其沿塔筒移动,对塔架表面进行抛丸处理。设计原理是,塔筒作自动旋转,同时抛头沿着伸长支臂移动并抛射磨料到工件表面。对塔架内部某些难以接近的区域,可加选人工补喷,以确保工件的所有表面都彻底清理干净。抛丸步骤和抛丸质量对于防腐效果至关重要,它直接决定了是否能取得防腐漆和金属表面间最大的附着力。
通过一个水平和交叉输送履带将磨料送入抛丸机。其他辅助的输送带和一个双料斗提机确保给抛头涡轮的充足磨料供给。抛丸开始前,一个全自动光栅感应装置侦测到零件位置,并相应调节抛头与零件的相对位置。带2个电机驱动旋转辊道的输送台车负责塔架在抛丸过程的旋转移动。抛头支撑臂直接安装与抛丸室顶下,其高度可调,以配合取得最佳的抛丸角度。
第二步 – 喷漆和烘干
抛丸结束后,硕大的塔架工件进行吹扫除尘,高效的Air-Shoc芯筒式滤器,具有 58.000 m³/h的滤过能力。第二步进入喷漆流程,清理干净且表面无残留磨料的工件被送入防腐底漆喷涂室。该喷漆房及烘干室二合为一的特殊设计,免除了类似塔架这样巨重型工件在两个工作室之间来回移送的麻烦,实现喷漆和烘干在同一房体内完成。除了喷漆均匀、漆膜厚度最佳等优势外,该喷漆房还具有高度自动化、省能耗、操作简单、生产成本低等特性。
维尔贝莱特(集团)的优势
今天,千瓦级、兆瓦级的风机需要塔架高度高达80米,直径5米,塔架被分为几段,有的长度长达36米。使用钢材的厚度约50 mm, 每段分段重量就重约70吨。再比如,风机轮毂也是巨型的,单个重量有的甚至达到30吨以上。处理这些体积巨大、重量惊人的工件,本身就不是件容易的事,且它们对于抛丸、喷漆的要求又甚高且每个细节表面都要处理彻底。维尔贝莱特(集团)针对性地设计了几种具有超常承载能力的零件输送系统,如吊钩式、台车式。
除了具有处理巨型尺寸和重量零件的能力,系统的自动化水平,和生产速度以实现经济、高效的防腐作业也是维尔贝莱特(集团)设备卓尔不凡的特性。此外,结合高性能的磨料回收和漆雾过滤系统,确保无污染的生产,让维尔贝莱特(集团)的防腐方案能完全满足客户各方面的要求。
风机是一种将原动机的机械能转换为输送气体、给予气体能量的机械,它是火电厂中不可少的机械设备,主要有送风机、引风机、一次风机、密封风机和排粉机等,消耗电能约占发电厂发电量的1.5%~3.0%。在火电厂的实际运行中,风机,特别是引风机由于运行条件较恶劣,故障率较高,据有关统计资料,引风机平均每年发生故障为2次,送风机平均每年发生故障为0.4次,从而导致机组非计划停运或减负荷运行。因此,迅速判断风机运行中故障产生的原因,采取得力措施解决是发电厂连续安全运行的保障。虽然风机的故障类型繁多,原因也很复杂,但根据调查电厂实际运行中风机故障较多的是:轴承振动、轴承温度高、动叶卡涩、保护装置误动。
1 风机轴承振动超标
风机轴承振动是运行中常见的故障,风机的振动会引起轴承和叶片损坏、螺栓松动、机壳和风道损坏等故障,严重危及风机的安全运行。风机轴承振动超标的原因较多,如能针对不同的现象分析原因采取恰当的处理办法,往往能起到事半功倍的效果。
1.1 不停炉处理叶片非工作面积灰引起风机振动
这类缺陷常见于锅炉引风机,现象主要表现为风机在运行中振动突然上升。这是因为当气体进入叶轮时,与旋转的叶片工作面存在一定的角度,根据流体力学原理,气体在叶片的非工作面一定有旋涡产生,于是气体中的灰粒由于旋涡作用会慢慢地沉积在非工作面上。机翼型的叶片最易积灰。当积灰达到一定的重量时由于叶轮旋转离心力的作用将一部分大块的积灰甩出叶轮。由于各叶片上的积灰不可能完全均匀一致,聚集或可甩走的灰块时间不一定同步,结果因为叶片的积灰不均匀导致叶轮质量分布不平衡,从而使风机振动增大。
在这种情况下,通常只需把叶片上的积灰铲除,叶轮又将重新达到平衡,从而减少风机的振动。在实际工作中,通常的处理方法是临时停炉后打开风机机壳的人孔门,检修人员进入机壳内清除叶轮上的积灰。这样不仅环境恶劣,存在不安全因素,而且造成机组的非计划停运,检修时间长,劳动强度大。经过研究,提出了一个经实际证明行之有效的处理方法。在机壳喉舌处(A点,径向对着叶轮)加装一排喷嘴(4~5个),将喷嘴调成不同角度。喷嘴与冲灰水泵相连,将冲灰水作为冲洗积灰的动力介质,降低负荷后停单侧风机,在停风机的瞬间迅速打开阀门,利用叶轮的惯性作用喷洗叶片上的非工作面,打开在机壳底部加装的阀门将冲灰水排走。这样就实现了不停炉而处理风机振动的目的,负压风机报价。用冲灰水作清灰的介质,和用蒸汽和压缩空气相比,具有对喷嘴结构要求低、清灰范围大、效果好、对叶片磨损小等优点。
1.2 不停炉处理叶片磨损引起的振动
磨损是风机中最常见的现象,风机在运行中振动缓慢上升,一般是由于叶片磨损,平衡破坏后造成的。此时处理风机振动的问题一般是在停炉后做动平衡。根据风机的特点,经过多次实践,总结了以下可在不停炉的情况下对风机进行动平衡试验工作。
1)在机壳喉舌径向对着叶轮处加装一个手孔门,因为此处离叶轮外圆边缘距离最近,只有200 mm多,人站在风机外面,用手可以进行内部操 作。风机正常运行的情况下手孔门关闭。
2)振动发生后将风机停下(单侧停风机),将手孔门打开,在机壳外对叶轮进行试加重量。
3)找完平衡后,计算应加的重量和位置,对叶轮进行焊接工作。
在实际工作中,用三点法找动平衡较为简单方便。试加重量的计算公式为
P<=250×A0×G/D(3000/n)2(g)
为了尽快找到应加的重量和位置,应根据平时的数据多总结经验。根据经验,Y4-73-11-22D的风机振动0.10 mm时不平衡重量为2 000 g;M5-29-11-18D的排粉机振动0.10 mm时不平衡重量120 g;轴流ASN2125/1250型引风机振动为0.10 mm时不平衡重量只有80 g左右。为了达到不停炉处理叶片磨损引起的振动问题的目的,平时须加强对风门挡板的维护,减少风门挡板的漏风,在单侧风机停运时能防止热风从停运的送风机处漏出以维持良好的工作环境。
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章:
对于钢材料的风电设备而言,包括塔架、塔筒、风机轮毂等,运行后最大的挑战就是腐蚀,恶劣的自然环境、盐碱海水腐蚀、潮湿空气锈蚀、极端高、低温,风击浪打的应力腐蚀,生产负压风机,
并且由于风电场,都建于偏远野外,海上风电场更是难以接近,因此设备的防腐维护难上艰难且成本昂贵。“抗腐蚀”成为了风电设备最大的考验。全球领先的表面处理专家,维尔贝莱特(集团)永远站在产业和技术前沿,提出了“终身防腐”的表面处理概念,即最大可能地延长风电设备安全使用寿命,并在其预计的工作期限内最低的维护需求。
维尔贝莱特(集团)的“终身防腐”的表面处理概念主要通过2个基本步骤来实现,即抛丸预处理和喷涂防腐底漆。
第一步 - 抛丸清理
零件要取得持久且有效的防腐性能,对其表面进行彻底的预处理是第一关键步骤。以风电塔筒为例,通风降温设备生产厂,维尔贝莱特的全自动塔架抛丸设备,抛丸器被固定于1个伸长臂支架上,随其沿塔筒移动,对塔架表面进行抛丸处理。设计原理是,塔筒作自动旋转,同时抛头沿着伸长支臂移动并抛射磨料到工件表面。对塔架内部某些难以接近的区域,可加选人工补喷,以确保工件的所有表面都彻底清理干净。抛丸步骤和抛丸质量对于防腐效果至关重要,它直接决定了是否能取得防腐漆和金属表面间最大的附着力。
通过一个水平和交叉输送履带将磨料送入抛丸机。其他辅助的输送带和一个双料斗提机确保给抛头涡轮的充足磨料供给。抛丸开始前,一个全自动光栅感应装置侦测到零件位置,并相应调节抛头与零件的相对位置。带2个电机驱动旋转辊道的输送台车负责塔架在抛丸过程的旋转移动。抛头支撑臂直接安装与抛丸室顶下,其高度可调,以配合取得最佳的抛丸角度。
第二步 – 喷漆和烘干
抛丸结束后,硕大的塔架工件进行吹扫除尘,高效的Air-Shoc芯筒式滤器,具有 58.000 m³/h的滤过能力。第二步进入喷漆流程,清理干净且表面无残留磨料的工件被送入防腐底漆喷涂室。该喷漆房及烘干室二合为一的特殊设计,免除了类似塔架这样巨重型工件在两个工作室之间来回移送的麻烦,实现喷漆和烘干在同一房体内完成。除了喷漆均匀、漆膜厚度最佳等优势外,该喷漆房还具有高度自动化、省能耗、操作简单、生产成本低等特性。
维尔贝莱特(集团)的优势
今天,千瓦级、兆瓦级的风机需要塔架高度高达80米,直径5米,塔架被分为几段,有的长度长达36米。使用钢材的厚度约50 mm, 每段分段重量就重约70吨。再比如,风机轮毂也是巨型的,单个重量有的甚至达到30吨以上。处理这些体积巨大、重量惊人的工件,本身就不是件容易的事,且它们对于抛丸、喷漆的要求又甚高且每个细节表面都要处理彻底。维尔贝莱特(集团)针对性地设计了几种具有超常承载能力的零件输送系统,如吊钩式、台车式。
除了具有处理巨型尺寸和重量零件的能力,系统的自动化水平,和生产速度以实现经济、高效的防腐作业也是维尔贝莱特(集团)设备卓尔不凡的特性。此外,结合高性能的磨料回收和漆雾过滤系统,确保无污染的生产,让维尔贝莱特(集团)的防腐方案能完全满足客户各方面的要求。
风机是一种将原动机的机械能转换为输送气体、给予气体能量的机械,它是火电厂中不可少的机械设备,主要有送风机、引风机、一次风机、密封风机和排粉机等,消耗电能约占发电厂发电量的1.5%~3.0%。在火电厂的实际运行中,风机,特别是引风机由于运行条件较恶劣,故障率较高,据有关统计资料,引风机平均每年发生故障为2次,送风机平均每年发生故障为0.4次,从而导致机组非计划停运或减负荷运行。因此,迅速判断风机运行中故障产生的原因,采取得力措施解决是发电厂连续安全运行的保障。虽然风机的故障类型繁多,原因也很复杂,但根据调查电厂实际运行中风机故障较多的是:轴承振动、轴承温度高、动叶卡涩、保护装置误动。
1 风机轴承振动超标
风机轴承振动是运行中常见的故障,风机的振动会引起轴承和叶片损坏、螺栓松动、机壳和风道损坏等故障,严重危及风机的安全运行。风机轴承振动超标的原因较多,如能针对不同的现象分析原因采取恰当的处理办法,往往能起到事半功倍的效果。
1.1 不停炉处理叶片非工作面积灰引起风机振动
这类缺陷常见于锅炉引风机,现象主要表现为风机在运行中振动突然上升。这是因为当气体进入叶轮时,与旋转的叶片工作面存在一定的角度,根据流体力学原理,气体在叶片的非工作面一定有旋涡产生,于是气体中的灰粒由于旋涡作用会慢慢地沉积在非工作面上。机翼型的叶片最易积灰。当积灰达到一定的重量时由于叶轮旋转离心力的作用将一部分大块的积灰甩出叶轮。由于各叶片上的积灰不可能完全均匀一致,聚集或可甩走的灰块时间不一定同步,结果因为叶片的积灰不均匀导致叶轮质量分布不平衡,从而使风机振动增大。
在这种情况下,通常只需把叶片上的积灰铲除,叶轮又将重新达到平衡,从而减少风机的振动。在实际工作中,通常的处理方法是临时停炉后打开风机机壳的人孔门,检修人员进入机壳内清除叶轮上的积灰。这样不仅环境恶劣,存在不安全因素,而且造成机组的非计划停运,检修时间长,劳动强度大。经过研究,提出了一个经实际证明行之有效的处理方法。在机壳喉舌处(A点,径向对着叶轮)加装一排喷嘴(4~5个),将喷嘴调成不同角度。喷嘴与冲灰水泵相连,将冲灰水作为冲洗积灰的动力介质,降低负荷后停单侧风机,在停风机的瞬间迅速打开阀门,利用叶轮的惯性作用喷洗叶片上的非工作面,打开在机壳底部加装的阀门将冲灰水排走。这样就实现了不停炉而处理风机振动的目的,负压风机报价。用冲灰水作清灰的介质,和用蒸汽和压缩空气相比,具有对喷嘴结构要求低、清灰范围大、效果好、对叶片磨损小等优点。
1.2 不停炉处理叶片磨损引起的振动
磨损是风机中最常见的现象,风机在运行中振动缓慢上升,一般是由于叶片磨损,平衡破坏后造成的。此时处理风机振动的问题一般是在停炉后做动平衡。根据风机的特点,经过多次实践,总结了以下可在不停炉的情况下对风机进行动平衡试验工作。
1)在机壳喉舌径向对着叶轮处加装一个手孔门,因为此处离叶轮外圆边缘距离最近,只有200 mm多,人站在风机外面,用手可以进行内部操 作。风机正常运行的情况下手孔门关闭。
2)振动发生后将风机停下(单侧停风机),将手孔门打开,在机壳外对叶轮进行试加重量。
3)找完平衡后,计算应加的重量和位置,对叶轮进行焊接工作。
在实际工作中,用三点法找动平衡较为简单方便。试加重量的计算公式为
P<=250×A0×G/D(3000/n)2(g)
为了尽快找到应加的重量和位置,应根据平时的数据多总结经验。根据经验,Y4-73-11-22D的风机振动0.10 mm时不平衡重量为2 000 g;M5-29-11-18D的排粉机振动0.10 mm时不平衡重量120 g;轴流ASN2125/1250型引风机振动为0.10 mm时不平衡重量只有80 g左右。为了达到不停炉处理叶片磨损引起的振动问题的目的,平时须加强对风门挡板的维护,减少风门挡板的漏风,在单侧风机停运时能防止热风从停运的送风机处漏出以维持良好的工作环境。
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章:
推荐案例

