










锋速达通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
负压风机降温方案_(精品)如何正确选择风扇或鼓风机1 轴流风机
解读
选择风机类型
通过旋转,离心式鼓风机叶轮将空气吸入鼓风机外壳的入口处,并它90℃方向通过叶轮排放隐藏在鼓风机壳体内的气体。不要用轴流风机来输送固体材料。
目前,在风机行业,有专业的轴流风机管道,促使螺旋桨风机轮毂与其他部件共同作用来输送材料。这个管道被称为离心管。
总风量
风量的单位是立方英尺每分钟(CFM),他是一种度量等价的方式。它也可以用立方米每小时(吨/小时)进行计算。如果要转换吨/小时,可用以CFM乘以M?/小时×0.58858。如果要输送物料,请确保你有满足所需CFM的风管,管道或软管,并保证这些材料将保持风机所需的速度。通过该系统完全实现材料输送,但也要注意解决管道,风管或胶管内的灰尘堆积。
静压
静压是通过管道,通风换气次数,风管,软管,过滤器,油烟槽,空气控制阻尼器或百叶等移动空气的阻力气流(摩擦)所产生的。静压采用英寸水柱(SPWG)或公制衡量等值,它的额定单位是帕斯卡(Pa)。
静压的计算应包括压力降,如所有的管道系统、风机入口和出口;而鼓风机的压力降则指经过过滤器,控制手机阻尼器,百叶窗和其它系统组件等限制部件的流通空气所导致的压力。
1帕=0.004英寸SPWG
注:如果鼓风机入口侧的静压力将超过15“SPWG,应校正为吸入压力。
更多风机选型步骤与计算方式,在后续的文章更新中将继续介绍。
强力推荐此文。
本文链接: (精品)如何正确选择风扇或鼓风机1
锋速达是负压风机生产厂家|水帘生产厂家|环保空调生产厂家|屋顶风机厂家,下面锋速达和大家一起讨论: 上一篇: 如何做到风机防腐? 下一篇: 如何检测离心风机的质量? 发表评论 取消回复
旋压工艺技术不仅自动化程度高,使产品质量稳定可靠和能有效地改变生产环境,而且在同等材料情况下采用旋压工艺时,由于旋轮的高速强力挤压作力,使金属材料表面硬化,从而可使机械零件强度提高约30%。该工艺还可实现少切削或无切削,这不仅节省了机械加工工时,而且还可降低原材料成本。根据我公司的测算,采用旋压加工轴流通风机轮毂使原材料降低了20%~40%,加工工时也降低了60%~80%,而且还使通风机产品的质量上了一个档次,强化了风机在当代市场经济的有利地位。欧、美、日本等国家的旋压技术比较先进,我国在这方面还显得落后。旋压可分成强旋和普旋,用于轴流通风机产品零件的旋压加工件一般都为普旋。其实在20世纪80年代末,北京有色金属研究院某位资深的旋压专家就曾受北京市轻工局的委托为北京第二通风机厂设计过用于通风机的专用旋压机床,但当时由于某种原因未能成行。90年代末,国产P650普旋压机床第一次进入浙江上风集团,但由于该机床只能旋压厚度4mm的钢板,彩钢瓦车间高温处理设备,因而对轴流通风机生产的促进意义不大。2001年底,国产P700普旋压机床进入生产轴流通风机产品的北京当代复合材料有限公司,由于该机可旋压厚度 6mm 的钢板,这样,旋压技术才实质性地进入轴流通风机产品零件的加工。进入2004年,我国广东、江苏少数通风机厂家也相继进入风机产品零件的旋压行列。
2 轴流风机轮毂的旋压
通常比较落后的轴流通风机轮毂加工工艺都是采用三轧辊进行卷制,然后再焊接粗成型,之后进行机械精加工,由于这种落后的加工工艺不可能使轮毂的尺寸公差和形位公差得到有效的保证,再加上焊接应力变形的影响,还会导致风机精度的降低,从而影响了通风机的效率。我国浙江有的风机厂就采用模具拉深制造轮毂,但也仅限于极个别产品型号。因为轮毂模具尺寸较大,费用高昂,且需有配套的上千吨位的压力机床才能得以实施。而旋压胎具的制造成本却只有拉深模具的1/20左右,甚至更少,而且旋压胎具的加工周期比拉深模具短得多,对于通风机品种多,批量少的产品特点极为适合,图1是我公司在P700普旋压机床上用Q235材料厚度为6mm的钢板加工的轴(斜)流风机直径为1m的轮毂和用于导流的厚度为1mm的轮毂盖。由于旋压加工的金属表面的硬化现象,将旋后轮毂破坏再取试样进行强度试验并与旋压前的同种材料进行对比,强度提高了28%,用厚度为6mm的钢板旋压后的轮毂基本相当于用三轧辊进行卷制厚度为 8mm 的钢板制造的同等轮毂强度。旋压后的机械零件如模具拉深成型一样,在其端部也会出现金属板的减薄量,但部位不同,模具拉深成型轮毂金属板的减薄量在金属板弯角处最大,而旋压后的轮毂金属板则是在其旋压始端减薄,因而对于通风机来说,旋压轮毂则比模具拉深成型的轮毂加工工艺更合理。当代公司用Q235材料厚度为6mm 的钢板生产的轮毂其末端最少可达5.4mm,经超速试验证明完全可用。
值得说明的是:模具拉深成型的轮毂其前端中心凹窝由于模具拉深成型轮毂的工艺原因,不可能太深,因而配套的电机就需要加长轴。而采用旋压工艺制造的轮毂其前端中心凹窝深度尺寸则可按普通标准化电机来确定,并没有什么工艺困难。在轮毂旋压工艺制造中应注意几点:(1)旋压轮毂的平板毛坯要用冷加工下料,不能简单地采用气割,因为气割下料时氧割高温将使金属晶粒长大,使塑性降低,从而在旋压过程中发生端部开裂而不易成型;(2)轮毂其前端中心凹窝锥角应尽量大些,因为金属板剪旋遵循的减薄量规律基本是:板厚δ ×sin α ,根据实际加工的结果来看,当轮毂其前端中心凹窝锥角为900时,6mm 钢板生产的轮毂其前端中心凹窝锥角的减薄量约为板厚 δ ×0.86。轮毂旋压对技术工人的技术要求非常高,每一个产品零件都得编制相应的工艺文件,并还得有初试品来实地验证工艺文件的合理与否。主要设定的工艺参数:道次、主轴转速和走刀速度的优化组合,若初试零件工艺合格成熟,废品率就会很低。
3 轴流通风机法兰的旋压
20世纪90年代前,我国轴流通风机的两端联接法兰基本全部采用平板下料,由于整体制造太浪费材料,就采用分几块下料然后拼接的办法制成法兰,然后再与通风机风筒断续焊接成型。此种工艺十分落后,而且焊接应力还会导致通风机风筒的焊接变型,使所加工的通风机风筒外观、尺寸和形位公差都无法得到保证。进入90年代,轴流通风机的两端联接法兰采用的旋压技术得到长足的发展,法兰旋压机械的型式也有了卧式、鞍式及立式三种结构,进口法兰旋压机械也走入部分通风机生产厂家。其中以立式法兰旋压机械的生产效率和加工质量为佳。由于轴流通风机的两端联接法兰旋压工艺可以大幅度提高生产效率,并可降低原材料消耗成本,所以加工的通风机风筒外观、尺寸和形位公差也能得到保证。另外,通风机风筒法兰在旋压工艺的过程中由于旋压金属的硬化,还进一步提高了金属的机械强度,又极大地提高了轴流通风机的产品质量。在轴流通风机法兰的旋压过程中,按照法兰标准尺寸合理选用板材,法兰边缘就不会开裂,但板材过薄法兰端面则有可能出现平面度缺陷。另外,由于外风筒在粗成形时有一道焊缝,在该焊缝处存在残余焊接应力,并且焊材的延伸率也较低,所以该处在轴流通风机法兰成型过程中可能该处发生开裂,此时,一旦发现就应立刻采用补焊,然后继续旋压,直至旋压成型。轴流通风机法兰旋压成型后很少出现废品。
4 轴流通风机外筒加强筋的旋压
根据ISO6580的规定,通风机不宜采用厚度较大的钢板,因为钢板厚度较大必然会加大通风机整机的重量,对通风机安装非常不利(且不说成本、运输问题),但是即便在通风机外风筒板极限厚度时,由于运输,吊装等原因,通风机外壳也常会发生形位改变,从而会导致通风机中的叶轮旋转时与通风机内壁产生刮蹭现象,出现严重安全事故。为此,有的通风机制造商就难避免会加大通风机叶轮叶顶与通风机内壁的间隙,其结果会使通风机的效率受到极大影响,并且工作曲线也会变得较短。2001年我公司就此问题进行了专门研究,为通风机外风筒设计了2条自内向外旋压的加强筋, 2002 年对专用设备进行了自行研制,成功加工出了带有加强筋的通风机外风筒产品(见图2),并申报了专利。该带有加强筋外风筒在降低了原来使用钢板厚度的情况下,产品强度却得到了极大的提高。起初,我公司曾考虑可能是由于通风机外风筒自内向外旋压的加强筋产生的凹槽对气动性能产生了影响,所以用同一台GYF8Ⅰ排烟通风机作了气动试验,首先进行有加强筋状态时的试验,然后将通风加强筋凹槽处用石膏修平再作气动试验进行对比,此时通风机的气动性能不但没有降低,工作曲线反而变得长了些,经过研究认为,这是由于该通风加强筋凹槽处起到了类似失速环的作用。现在,我公司100%的通风机已全部实现了轴流通风机外筒加强筋的旋压。由于通风机机壳强度的提高,通风机内的叶轮叶顶与机壳内壁间隙就可以变得很小,通风机的效率得到大幅度提高,在轴流通风机外筒加强筋的旋压综合质量提高的同时,外观也更悦目,我公司为此还申请了外观专利。另外还在筒壁加强筋凹槽内填充了微孔材料来进行试验,试验证明通风机的比噪声还可降低2dB(A) 。轴流通风机外筒加强筋的旋压工艺成熟,质量可靠,是旋压技术在轴流通风机应用方面的一项发展。
5 轴流通风机法兰轴向小斜边的旋压
在轴流通风机法兰和轴流通风机外筒加强筋旋压的两项旋压工艺实施后,通风机筒体钢板厚度有所降低,为使轴流通风机法兰在安装公司使用过程中增加法兰的轴向强度,当代公司还设计了轴流通风机法兰轴向小斜边(见图2),并开发了专用轴流通风机法兰轴向小斜边旋压设备,使法兰轴向强度又得到了大幅度提高,有力的保障了轴流通风机的气密性能,该类似的产品设计和类似专用设备旋压设备在我国西安市某风机厂也已使用。轴流通风机法兰轴向小斜边的旋压尺寸不易设计过大,根据通风机直径的大小,小斜边长度应以5~8mm为宜,过长则加重钢板延伸负担,成型困难,过短则加重机床负担,也不易成型。
6 结束语
旋压技术虽然是一门古老的工艺,但我国的技术发展与欧、美国家仍有差距,我公司不但在通风机制造方面走出了一条新路,而且还进军其它旋压产品,很多零件的几何形状是其它机械加工方法无法加工的,并且不需使用昂贵的模具和多品种的压力机床,加工生产周期很短,负压风机降温方案,在今天市场经济激列竞争的条件下,尤其适用缩短新产品的开发周期,我公司在2004年全国旋压学术会议上有关旋压技术在通风机上的应用受到旋压资深专家的一致好评。
本文链接: 轴流风机制造方面旋压技术的应用与发展
锋速达是负压风机生产厂家|水帘生产厂家|环保空调生产厂家|屋顶风机厂家,下面锋速达和大家一起讨论: 上一篇: 风机行业相关石化项目 下一篇: 浅析离心式制冷压缩机 发表评论 取消回复
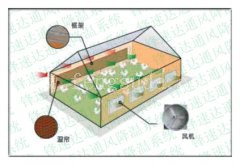
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章:


