










锋速达通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
车间降温风机_数据采集器在焦化厂风机的应用机械百科DF型低噪声
| 数据采集器在焦化厂风机的应用 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 王长松 赵庆东 胡学敏 西林钢铁股份有限公司机动处状态监测科 一、焦化厂风机状况简介: 焦化厂建厂于69年,共有风机三台,型号为L48―80/0、35―5,转速735r/min,升压3500mmH20,流量80M3/min,其前端轴承为3616,自由端轴承为32616,与风机相匹配的电动机型号为IS116―8,功率70KW。 二、数据采集器简介: 为使我公司生产顺利进行,及时掌握了解设备所处状态,我们一九九一年七月购买了北京振通检测技术研究所生产的911型振动数据采集器。它可以测量和存储1000个测点的振动加速度、速度和位移,作平均处理后自动与基准值或报警限比较并报警,还可以存储22个1024点振动波形。所有存储的数据都可以送到微机建立设备维修档案和进行信号分析与故障诊断。911还特别设计成可以不用微机独立进行数据采集、设备管理和趋势分析。 (1)测量范围与最高分辨率(当传感器灵敏度为10PC/m/s×s) 测量范围 最高分辨率 加速度峰值:0.1~250 m/s×s 0.008m/s×s 速度有效值:0.1~200mm/s 0.005mm/s 位移峰峰值:0.5~5000um 0.16um (2)频率范围: 加速度:10~5000Hz 速 度:10~2000Hz 位 移:10~500Hz 三、监测数据标准确定: 由于设备状态差,以前每月检修一次,造成很大浪费,93年4月因三台风机同时出现故障,造成焦化厂停产;并因为设备不是厂控设备,以前未对其监测,事故发生后,决定对风机进行监测,防止类似事故发生。 根据目前国际上采用较多的ISO2372和ISO3945标准:确定风机为中型机械,安装在刚性基础上,其最大速度有效值为7.1mm/s。 根据实物确定监测位置,由于此设备属于旋转机械,一般选在轴承部位为测点,在轴承座上从垂直、水平、轴向三个方向测量。 测量周期约为15天,所测数据填入监测记录中。(见附表,此数据仅为3号风机的有关振动数据摘要)。 四、结论: 根据上述所得数据,发现3点和6点数值超过最大允许有效速度,如果继续运行,可能发生故障,为了保证设备不被损坏,我们通知分厂设备负责人和有关领导,作出了停机开盖检查的决定,在检查中共发现如下情况: (1)风机两端轴承3和轴承6外环点蚀严重; (2)风机内齿轮啮合不好;(间隙大) (3)轴承4和轴承5轻微点蚀。 根据结果分析轴承润滑差,造成轴承寿命过短,后经加强润滑管理,风机运行4个多月尚未异常。 实践证明,通过开展状态监测能够科学地指导检修,即保证生产经营的顺利进行,又延长设备使用周期、节约了维修费用。它逐渐地被我公司所重视,同时也将在以后的生产过程中,为公司的增收节支、生产顺利进行起着重大作用。 附表:振动监测数据(3#风机)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
收录时间:2011年04月06日 04:03:33 来源:未知 作者: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
DF型低噪声多翼式离心风机 ????型号功率kw转速r/min流量m3/h全压Pa噪声dbDF-10.04290016025060DF-20.25290050496974DF-3 0.18 284040545872DF-3B0.12284034043070DF-40.06290024641268DF-50.552900850102076DF-60.37290066082376DF-70.7529001200125078DF-81.128401600130080DF-91.528402000140082DF-102.228402300140082 相关阅读:
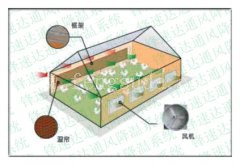
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章: 推荐案例

| ||||||||||||||||||||||||||||||||||||||||



